

視覺檢測系統檢測高亮反光零件隱蔽缺陷的方法
發布時間:
2023-02-10 11:30
我們都知道視覺檢測系統在缺陷檢測方面有著突出的貢獻,但是對于那些高光、反光的零部件缺陷檢測是否具有同樣的效果呢?根據紅寶多年的視覺檢測經驗發現:在檢查光亮、反光的零件是否有缺陷,需要采用新穎的照明和成像技術的自動成像系統。
We all know that visual inspection system has a prominent contribution in defect detection, but does it have the same effect for those parts with high light and reflection? According to Hongbao's vision inspection experience for many years, it is found that the automatic imaging system with novel lighting and imaging technology is needed in the inspection of bright and reflective parts.
生活中常見的汽車配件、浴室設備等部件通常都鍍鉻,表面光滑且反光強,像水龍頭之類的物品必須在出廠時沒有任何可見的缺陷。一種新型的自動化視覺檢測系統,該系統使用結構化的照明技術、工業機器人和高分辨率攝像機。在系統的設計中,所有的主要組件包括:機器人、照明、攝像機、軟件和人機界面。
Common auto parts, bathroom equipment and other parts are usually chrome plated, smooth surface and strong reflection, such as faucets and other items must be delivered without any visible defects. A new automated visual inspection system using structured lighting technology, industrial robots and high-resolution cameras. In the design of the system, all the main components include: robot, lighting, camera, software and human-computer interface.
無論生產過程是怎么樣的,最小的缺陷尺寸可能需要檢測到0.03 mm2。對于人類操作員來說,識別一個缺陷是0.03 mm2還是0.04mm2,以及每平方厘米是否會出現一個或兩個以上的缺陷是困難的。
Regardless of the production process, the minimum defect size may need to be detected to 0.03 mm2. It is difficult for human operators to identify whether a defect is 0.03 mm2 or 0.04 mm2, and whether one or more defects per square centimeter will occur.
為了解決這個問題,我們會用遮蓋式立體偏轉儀(CSD)系統來自動檢測這些零件的高光澤表面的視覺質量。
In order to solve this problem, we will use the covered stereo deflectometer (CSD) system to automatically detect the visual quality of the high gloss surface of these parts.

零件被從托盤和放置在一個180°反射穹頂投光器內,投影儀給機器投上正弦條紋波
為了在某種程度上克服高光物體反光問題,可以使用有源照明系統。在最簡單的單結構紅光投射中,當物體沿傳送帶方向向下移動時,光條紋投射在物體上。然后,通過標定的攝像機對物體反射的結構光進行數字化,以確定穿過該物體的線輪廓線,并構建三維表面輪廓線。這樣,光可能不會從多個空腔的物體反射到相機,可能需要多個激光器或激光/相機來拍攝,從而增加了系統的成本。
In order to overcome the problem of reflection from high light objects to some extent, active lighting system can be used. In the simplest single structure red light projection, when the object moves downward along the conveyor belt, the light stripe is projected on the object. Then, the structured light reflected by the object is digitized by the calibrated camera to determine the line contour passing through the object, and the three-dimensional surface contour line is constructed. In this way, light may not be reflected from objects in multiple cavities to the camera, and multiple lasers or lasers / cameras may be required to shoot, thus increasing the cost of the system.
計算出被測鏡面的斜率后,可以重建鏡面的三維形狀,并對可能存在的缺陷進行測量分析
相位測量
phase measurement
盡管被動成像系統和主動成像系統都可以確定三維物體的表面特征,但高鏡面成像問題仍然是一個難題,特別是對于具有角表面的零件。為了克服這個問題,可以使用一種稱為相位測量偏轉儀(PMD)的技術。
Although both passive and active imaging systems can determine the surface features of 3D objects, high specular imaging is still a difficult problem, especially for parts with angular surfaces. To overcome this problem, a technique called phase measuring deflectometer (PMD) can be used.
在這種方法中,一些條紋圖案被投影到被檢測物體的表面。
In this method, some fringe patterns are projected onto the surface of the detected object.
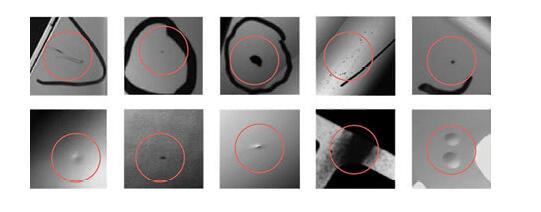
CSD檢測鍍鉻和油漆中的所有表面缺陷類型
使用三臺投影儀投影條紋到光滑的物體表面,從而在物體的光滑表面創建紋理。
Three projectors are used to project fringes onto smooth surfaces to create textures on smooth surfaces.
所生成的條紋圖案會被反射到零件的鏡面上,并隨著被測表面和調制后的條紋圖案的斜率變化而出現變形。在CSD系統中,這些圖像由來自的3臺4096 x3000、攝像機拍攝的。這樣,零件表面的完整輪廓被照亮,相機可以拍攝到反射的條紋圖案。
The generated fringe pattern will be reflected on the mirror surface of the part, and will deform with the slope of the measured surface and the modulated fringe pattern. In the CSD system, these images are taken by three 4096x3000, cameras from. In this way, the complete contour of the part surface is illuminated, and the camera can capture the reflected stripe pattern.

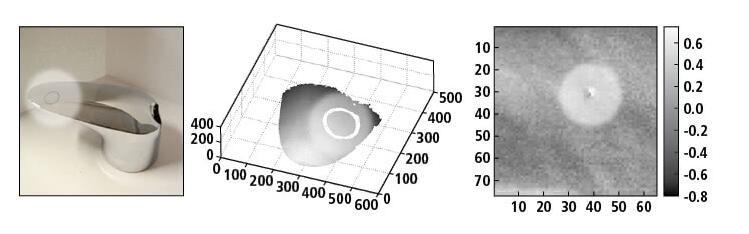
缺陷顯示在軟件中,它不需要任何編程技能進行設置
這些軟件用于可視化任何缺陷,如可能出現的小丘疹、劃痕和凹痕(上圖,右)。在這個例子中,顯示了一個大約0.03 mm2的小“丘疹”缺陷。對于每個部分,任何這樣的缺陷都按照缺陷的類型和數量進行分類。系統可以在檢查部件、部件類型和缺陷時存儲它們的完整記錄。通過使用圖形用戶界面設置特定的參數,操作者可以確定每個部分可接受的級別。通過這種方式對零件進行檢驗后,機器人將好的零件放入生產線上的垃圾箱中,檢驗不合格的零件放入廢品箱中。
The software is used to visualize any defects such as possible small papules, scratches and dents (above, right). In this example, a small "papule" defect of about 0.03 mm2 is shown. For each part, any such defects are classified according to the type and number of defects. The system can store a complete record of components, component types, and defects as they are inspected. By using the GUI to set specific parameters, the operator can determine the acceptable level for each part. After the parts are inspected in this way, the robot puts the good parts into the dustbin of the production line, and the unqualified parts are put into the waste bin.
視覺檢測系統